Lobe pump
At Alflow, we sell lobe pumps - also known as lobe rotor pumps - for the pharmaceutical, process, chemical and food industries. The pumps are produced in durable materials that help ensure an efficient experience. Check out the range of lobe pumps from leading manufacturers on this page and transport your liquids in the best way possible.
What is a lobe pump?
Lobe pumps that are Positive displacement pumps, are an efficient solution for complicated viscous product transport tasks and are also suitable for handling abrasive products.
Lobe pumps are built in a modular design that makes it quick and easy to change main parts such as the rotor. This results in good service, long service life and easy and inexpensive maintenance.
Our lobe rotor pumps, which are volumetric lobe pumps manufactured in AISI 316 stainless steel and special alloys (Hastelloy, Monel, Titanium), fulfil most transfer applications to suit hygienic and chemical properties.
Find the right lobe pump for your process
Of course, a lobe pump can be used for several different purposes. Below we have listed some of the places where you can use a lobe pump:
- Food production
- Beverage production
- Chemical manufacturing
- Pharmaceutical manufacturing
- Cosmetic manufacturing
- Pulp and paper manufacturing
- Biotechnology
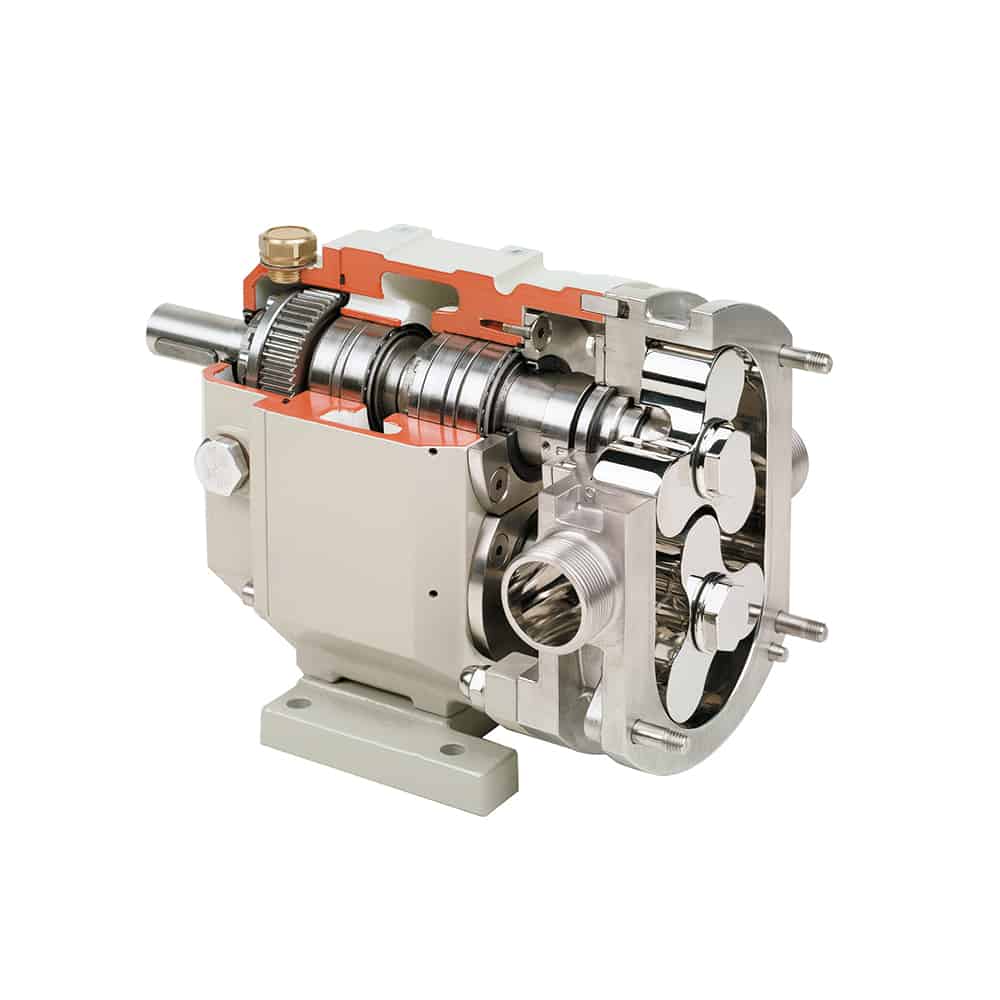
Our lobe pumps have double tapered bearings and a super strong gearbox, which together with the thick shafts, gives them extra strength and a longer lifetime. They also have the smallest shaft overhang on the market, maximising pumping power
The dual wing rotor in anti-seizure results in smaller tolerances and higher efficiency, while the non-contact lobes provide maximum power and product safety.
The lobe pump is also available in a monoblock design, resulting in a smaller footprint.
B-series pumps represent reliability in performance, structural soundness, easy maintenance and low operating costs.
The C and CF series pumps are designed to achieve the highest hygienic-sanitary standards. They are easy to rebuild to reduce hot water consumption and the use of chemical products for washing.
The BF/F series is redesigned from the B series to maintain performance, robustness and reliability. Manufactured with AISI 304 gearbox and new design that is easier to clean.
The BE series pump has a simple and robust construction and stands out for its monoblock design. As the back cover is equipped with an IEC flange, the motor is attached directly to the pump, making it more compact.
The BB/AA is redesigned from the B series to maintain performance, robustness and reliability. The BB/BA series stands out with a design according to the 3A Sanitary Standard.
Where are lobe pumps used?
The Lobe Pump is versatile and designed to handle viscous products. For example, it is compatible with:
- Chocolates
- Aggressive chemicals
- Powder
- Abrasive media
- Shampoo
- and more
How to operate a lobe pump
Our lobe pumps in AISI 316 stainless steel are assembled on a cast iron gearbox that has a protective coating of epoxy paint. The chamber separating the rotor case and the gearbox allows mechanical seals to be fitted, avoiding the risk of contamination between the pumped fluid and the gearbox lubricant.
Designed for easy installation in both horizontal and vertical pipelines, Lobe pumps are modular in design, so main parts such as the rotor and seals can be changed quickly and easily.
Quality and high-precision work is achieved by having compact and rigid mechanical parts including double tapered roller bearings, shafts and oversized gears running in an oil bath in the gearbox.
This gives you smaller tolerances as the rotors have no contact points. This ensures good pump performance and high reliability.
In rotary lobe pumps, the rotors rotate in opposite directions without contacting each other. This prevents the metal parts from wearing down and contaminating the product, and also prevents damage to the product.
The transmission movement from the motor drive shaft to the driven shaft is made by high-precision double gears. The timing unit is simple and accessible - one gear is fixed and the other gear is adjustable.
Buy lobe pumps from Alflow
We want you to have a good experience at Alflow. That's why you'll find lobe pumps of the highest quality from recognised manufacturers. This means that our lobe pumps fulfil the requirements of various industries. That way, you can count on a good experience with the lobe pump.
You can choose to have the pump delivered with the applicable certificates suitable for several industries. Our lob rotor pumps can be supplied with, among other things:
- EHEDG
- FDA
- 3A
- ATEX
- With more
At Alflow, we have over 20 years of experience with processes, applications and components in industries such as the food and chemical industries. So if you need a pump to transport water or chemical liquids, you can find it at Alflow. Would you like to know more? Our specialists are ready to help you find the right lobe pump so we can work together to find the best match for your application. You can easily contact us on this page.
See also our other pumps
Do you or your customers need a pump for a different task? Then you can explore the range of pumps. At Alflow you can find, among other things:
- Centrifugal pumps
- Diaphragm pumps
- Screw pumps
- Gear pumps
- Eccentric pumps
We have pumps for a myriad of purposes, and you can find them at Alflow. We are a recognised supplier of high-quality products. At Alflow, we comply with the applicable requirements and standards in several industries. That way, you and your customers get an efficient and optimal experience with our products.
We always seek to find the most value-adding match for your application so that we can contribute to a higher yield in your production through less maintenance and less downtime. If we can achieve this together, we fulfil our goal of being your value-adding partner.